
工業光纖皮秒激光器及其在材料加工中的應用
作者簡介
朱曉農:杭州銀湖激光科技有限公司和AdValue PhotonicsInc高級工程師,主要從事超快激光器與應用方面的研究。
蔣立佳:杭州銀湖激光科技有限公司和AdValue PhotonicsInc,高級工程師,主要從事超快激光器應用與裝備方面的研究。
王青:AdValue PhotonicsInc,技術總監,主要從事光纖激光器的研究。
蔣仕彬:杭州銀湖激光科技有限公司創始人,AdValue PhotonicsInc,首席執行官,主要從事光纖與光纖激光器的研究。
引言
近幾年來,隨著光電器件與激光系統集成技術的日趨成熟,以及對光脈沖與材料瞬態相互作用機理認識的不斷深入,超短脈沖激光在工業生產諸多應用領域迅猛拓展。尤其引人注目的是以性能優越、高度穩定可靠的超短脈沖激光器為核心的新型激光加工機,已然成為計算機、通訊與消費電子產品(所謂3C)制造業中不可或缺的先進生產工具和關鍵產線裝備。
眾所周知,無論是皮秒脈沖還是飛秒脈沖工業激光器,除了對穩定性的嚴苛要求外(如能在24h47D條件下長期可靠運轉),對輸出激光的平均功率水平和單脈沖能量大小的指標通常要高于在科研、測量、通信等領域中應用的情況。對脈寬在皮秒或飛秒量級的超短脈沖激光而言,這決定了很多情況下都需采用光振蕩器+光放大器的光學結構。即先由光振蕩器(又稱種子源),產生能量或平均功率均較低的種子光脈沖,而后再由光放大器將其單脈沖能量或平均功率放大提高。在技術上這樣做的一個主要優點,是可以有效地避免由于光脈沖峰值功率密度過高導致光學器件損傷。在這樣的情況下,不少下游用戶會進一步關注皮秒激光與飛秒激光的區別。下面我們首先對此予以簡要討論,而后AdValuePhotonics公司生產的工業皮秒光纖激光器為例,實際探討其技術及應用。
皮秒光纖激光器與飛秒光纖激光器的特征比較
由干同樣的脈沖能量下脈寬越短,脈沖峰值功率便越高,這意味著同樣情況下的飛秒激光損傷問題將比皮秒激光更嚴重。因此,工業用皮秒光纖激光器的生產制造與飛秒光纖激光器相比要容易很多。特別是在兩者均采用主振蕩器+放大器,即所謂MOPA(Master Oscillator and Power Amplifier)技術方案的情況下,不僅皮秒種子源的制造要易于飛秒種子源,而且,更為重要的是脈寬10ps或更寬的皮秒光纖激光器一般可以不需要使用脈沖展寬器與壓縮器,從而避免了光在光波導與自由空間之間的轉換及相應的較為復雜的光路調整,并使整個系統的光學結構大為簡化。一方面顯著降低了物料和制作成本,另一方面也使激光系統在可靠性和小型化上展現優勢。
如圖1為對數坐標下,4種不同能流密度的光強-脈寬曲線,以及不同脈寬情況下熔融石英玻璃林料的相應特征色散長度(后者的計算中假定激光波長為1um、脈沖波形為高斯型)。為便于比較,圖中從右向左分別加入了50ps,10-15ps,200fs,50fs的4條標注線。由圖1中的數據可以清楚地看出,脈沖能流密度一旦確定后,脈寬越窄,脈沖峰值光強則越高。換言之,同樣的能流密度下,皮秒脈沖激光所對應的峰值光強或光功率密度遠低于飛秒激光的光強。相對飛秒而言,皮秒激光器的單脈沖能量可以做得較高,并保持相對安全。這也就是說,在較高脈沖能量下,皮秒激光不像飛秒激光那樣易干導致光器件損傷。
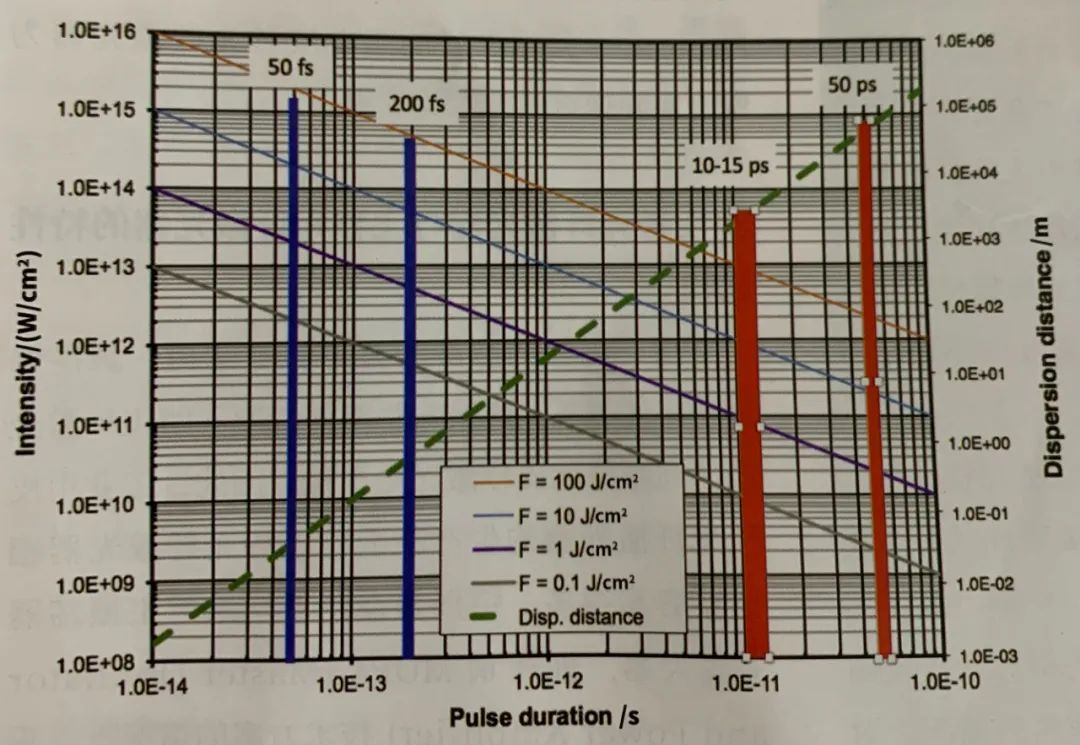
根據色散長度的定義,它代表無啁啾脈沖受光路中二階色散影響、脈寬增加2倍所對應的傳輸長度。從圖1中看出,由于色散長度與脈沖寬度的平方成正比,皮秒脈沖對應的色散長度在米的量級以上,而飛秒激光脈沖對應的色散長度則在厘米乃至毫米量級。這是產生皮秒脈沖基本上無需顧及色散影響,而處理飛秒脈沖則必須要考慮色散因素的原因所在。圖1中的4條豎線與不同能流線相加之處對應截然不同的(峰值)光強這一特性表明,實際應用中,皮秒激光加工與飛秒激光加工在光強-脈寬圖上所對應的工作點是截然不同的。
此外,用干工業加工的皮秒光纖激光器的光脈沖峰值功率,在大多數情況下可以控制在自聚焦臨界功率以下,因此在使用當中,通常可以像長脈沖那樣來對待,而無需像飛秒激光那樣,必須非常關注色散與光致非線性效應的影響。從光與物質相互作用的特性來說,許多材料包括絕大多數的金屬、陶瓷、塑料等有機大分子材料等,其對外部電磁激勵的微觀響應時間一般在皮秒及以上量級,這意味著,對這些材料的加工,一定寬度的皮秒脈沖足以顯著減小或抑制熱影響區(HAZ)的產生。實際應用中,在很多情況下,使用皮秒激光可以兼顧飛秒激光的精準和納秒激光的高效,同時克服飛秒激光加工效率低、造價高和納秒激光加工精度不夠的缺點。這方面的一個突出例子,便是使用皮秒激光進行各種超薄玻璃的加工包括外形市寸劃片、切割、鉆小孔等。皮秒激光高精細度打標則是另一個十分重要的應用實例.
皮秒光纖激光技術性能
本文以adValue Photonics公司生產的皮秒光纖激光器為例,介紹一種采用全光纖放大的光學結構,一款由 AdValue Photonics公司生產的皮秒光纖激光器。激光波長1030nm(亦可通過加入倍頻晶體產生515nm的激光輸出)脈沖寬度15-50ps,最大平均功率100W脈沖重頻50-8000kHz,可預設脈沖串工作模式脈沖串內脈沖數1-25。此種結構使得光纖激光器具有效率高,光斑質量好,穩定性好,以及在高功率條件下的高增益等突出特點。圖2為脈寬15ps,脈沖重頻2MHz的皮秒光纖激光器典型輸出功率曲線,輸出平均功率50W。
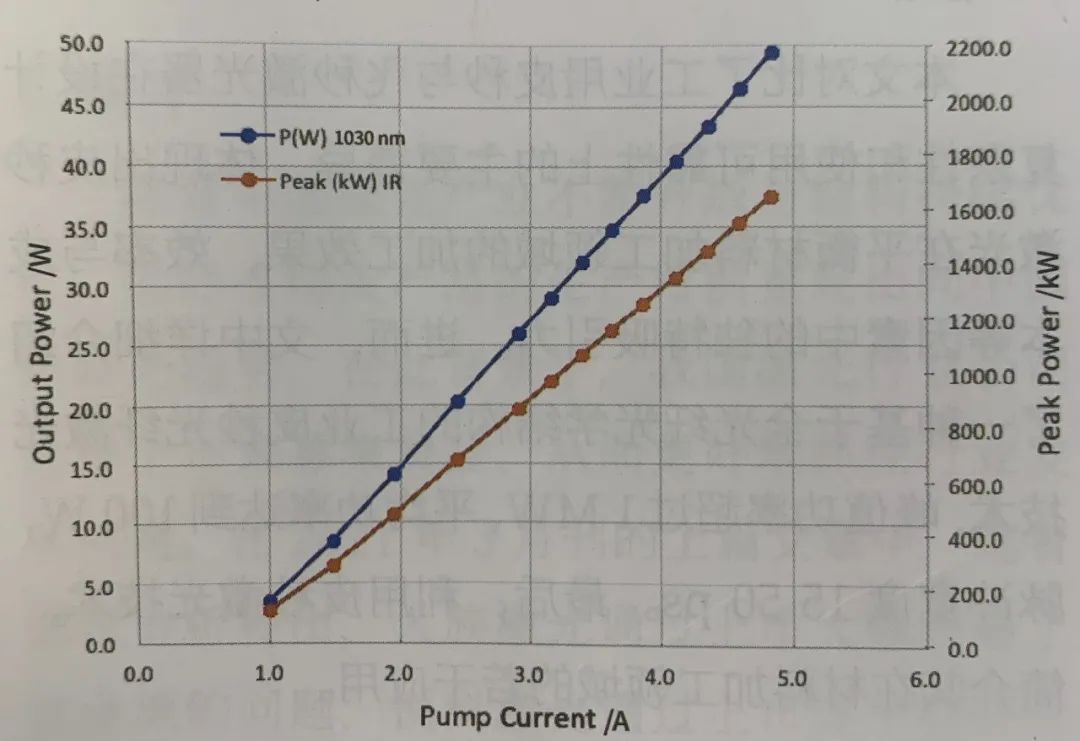
圖2脈寬卻ps、脈沖重頻2MHz皮秒激光全光纖放大器的典型輸出功率曲線。
圖3給出經8倍擴束后的皮秒脈沖激光束的空間特性測量結果,其光斑橢圓度為0.95。相應的M 測量值通常小于1.2。
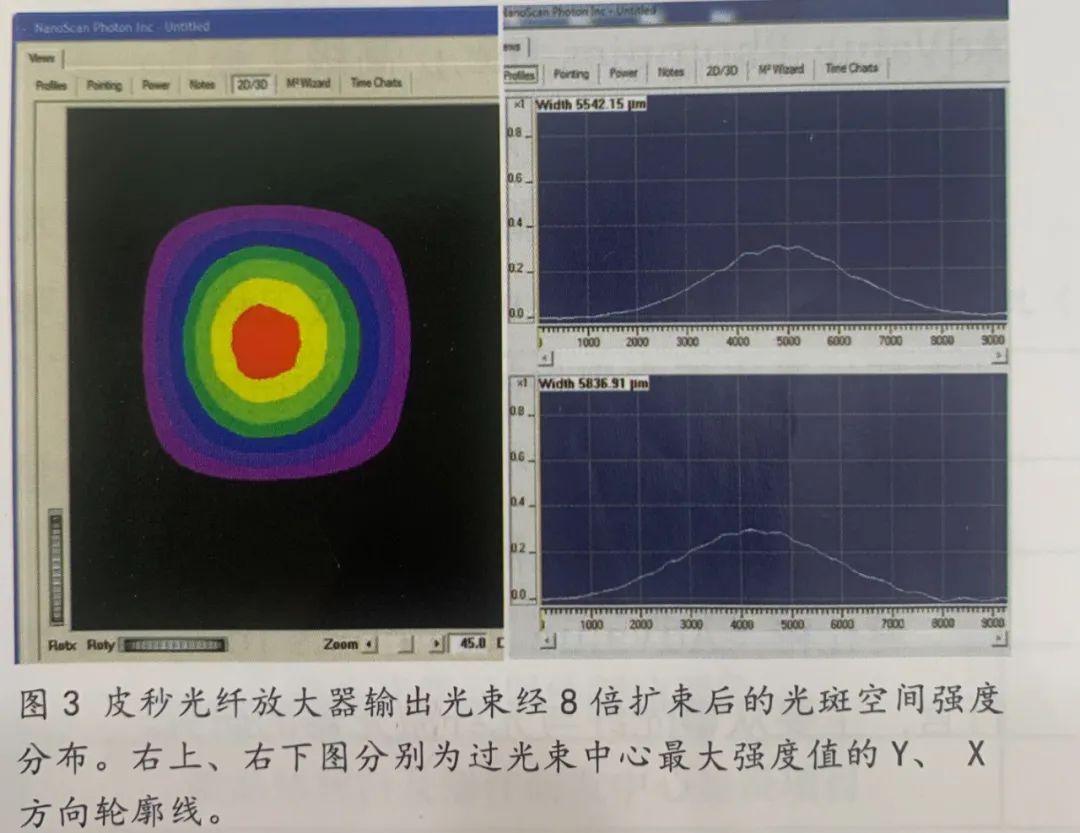
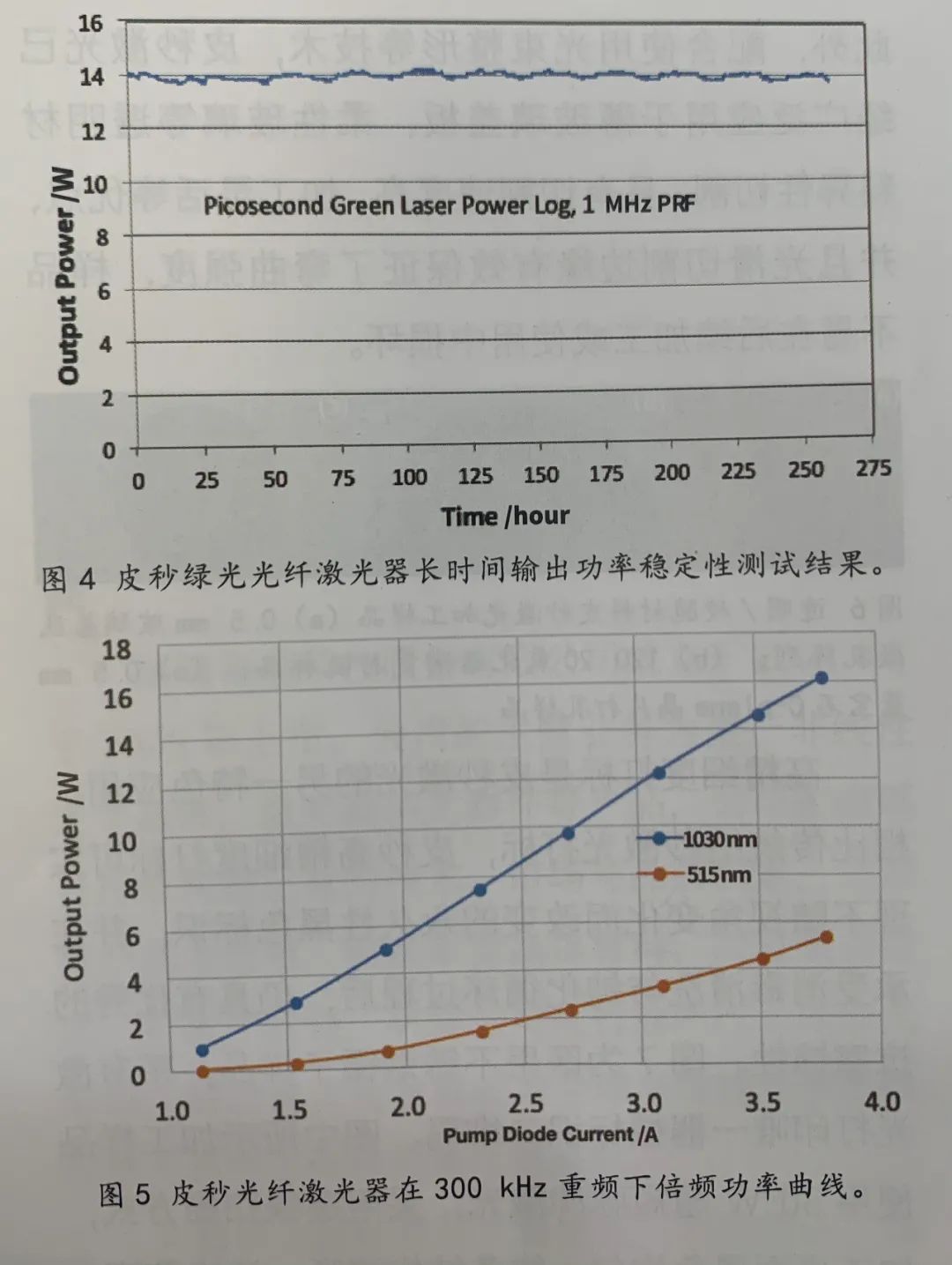
圖4給出皮秒綠光長時間功率穩定性測試結果。在連續烤機時間超過250小時情況下功率起伏 RMS 值<1%。圖5是皮秒光纖激光器重頻300kHz時的倍頻功率曲線。圖5中最大電流處對應的 SHG 倍頻效率約為33%。
工業光纖皮秒激光器應用實例
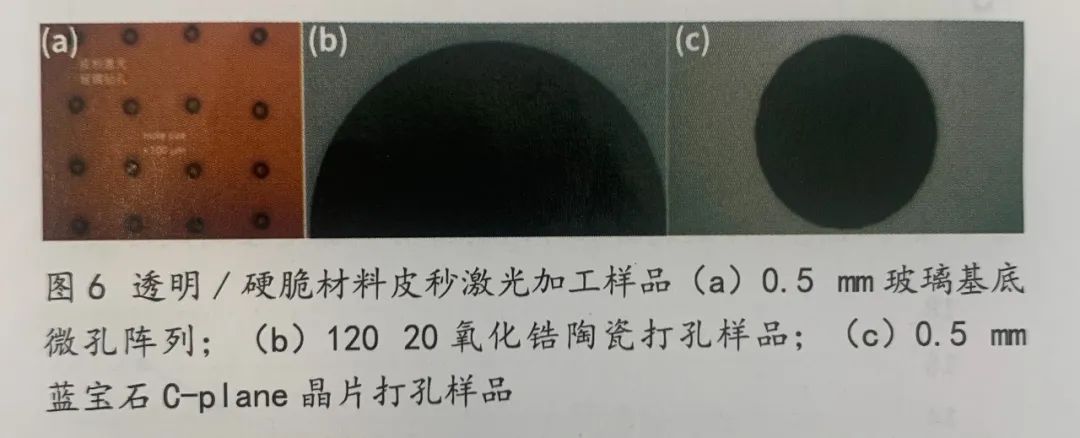
以下介紹種皮秒加工透明或硬脆性材料的案例,使用50w皮秒激光器,1030nm波長,50ps脈沖寬度。圖6(a)為厚度05mm薄玻璃表面小孔陣列皮秒激光加工樣品,孔徑小于100um,單孔加工時間小于1s,孔型垂直無錐度,崩邊可控制在0-10um之內。
另外,藍寶石與陶瓷等硬脆材料也可利用皮秒激光進行高質量與高效率切割或打孔,如圖6(b)和(c)所示,6mm孔徑超浦氧化鋯陶瓷(星度120um)與1mm小孔藍寶石切割(0.5mm早),加工邊緣平滑,無可見崩邊。通過高速掃描、多層去除打孔方式,結合皮秒超短脈沖,mm級別直徑打孔或晶片切割可在10s內加工完成。此類加工方式可應用干移動終端攝像頭保護鏡片、麥克風孔等加工與制造。此外,配合使用光束整形等技術,皮秒激光已經廣泛應用干蒲玻璃蓋板、柔性玻璃等透明材料異性切割,具有切割速度高、加工靈活等優點,并且光滑切割邊緣有效保證了彎曲強度,樣品不易在后續加工或使用中損壞。
高精細度打標是皮秒激光的另一特色應用。相比傳統納秒激光打標,皮秒高精細度打標可實現不隨視角變化而改變的永久性黑色標識,并在承受消毒清洗與鈍化循環過程后,仍具有優秀的抗腐蝕性。各7為醫用不銹鋼鑷子樣品,帶有激光打印唯一器械標識一維碼。各中所示加工樣品使用30W超短脈沖激光,采用逐線掃描方式加工表面黑色均勻,線條結構清晰,邊緣整齊,無可見熱影響區,加工時間小干2min。

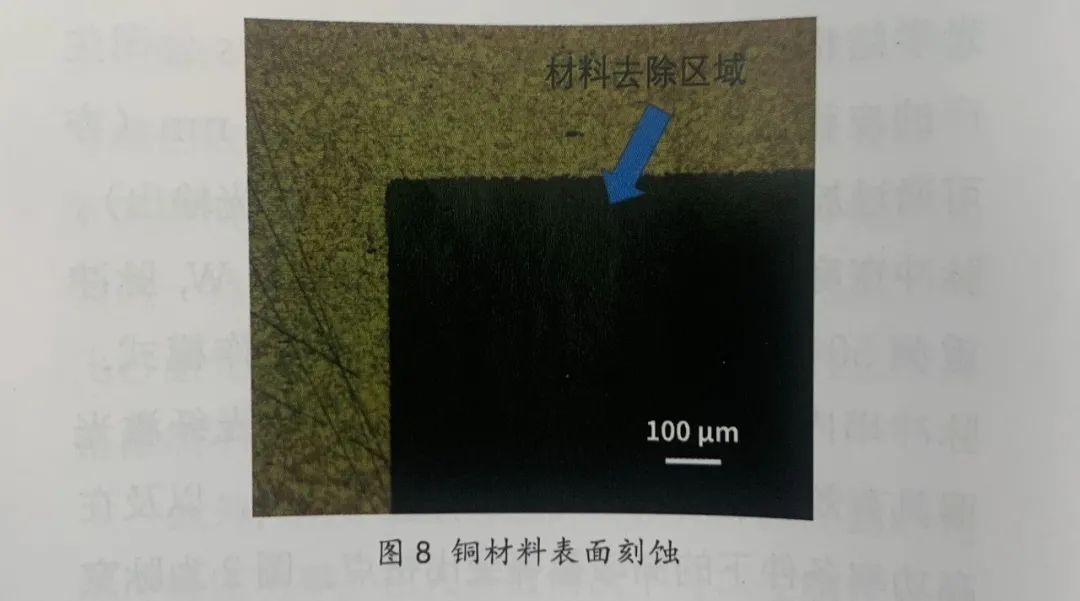
其次,應對傳統金屬材料以及復合材料精細加工需求,皮秒激光作為一種不可或缺的加工工具,相關加工工藝具有重要研究開發價值。圖8為銅材表面的去除,表面均勻,達到銅材級粗糙度,去除效率達到mm3min水平,此項技術可以進一步優化金屬材料深雕加工制造工藝。
結論
本文對比了工業用皮秒與飛秒激光器在設計復雜性和使用可靠性上的主要差異,體現出皮秒激光在平衡材料加工領域的加工效果、效率與成本等因素中的獨特吸引力。進而,文中詳細介紹了一種基于全光纖光學結構的工業皮秒光纖激光技術,峰值功率超過1MW平均功率達到100W,脈沖寬度 15-50ps。最后,利用皮秒激光技術簡介其在材料加工領域的若干應用。